
基于鋰電超薄基材沖模的優化設計
基于鋰電超薄基材沖模的優化設計
王磊 張潔 梁成成 李少軍
中航鋰電(洛陽)有限公司,河南 洛陽 471003
摘要:近年來,傳統內燃機汽車所造成的環境問題使人們將視野投向了新能源汽車。純電動汽車以其能真正實現“零排放”而成為電動汽車的重要發展方向。鋰離子電池憑借其優良的性能,成為了新一代電動汽車的理想動力源。而“切片”作為鋰離子電池的一個重要工序,其生產過程的質量直接影響電池性能,作為切片主要執行部件的“沖模”其制造精度直接決定電池質量。
The optimization design of the timming die based ultrathin material of the lithium ion batteries
Wang lei, Liang Cheng-cheng, Li Shao-jun
(China Aviation Lithium Battery Co.,Ltd.,Henan,Luoyang471003,China)
Abstract:In recent years, the environmental problems caused by the conventional internal-combustion engines have led people to focus on the new energy vehicles. Pure electric vehicle is an important development direction because of its real “zero emission”. With its excellent performance, lithium-ion battery has become the ideal power source for the new generation of electric vehicles. The "Die cutting", as an important process of lithium-ion battery, its quality of production process directly affects the quality of the battery performance. The trimming die, which is the executive component in slice, its manufacturing precision determines the quality of the battery.
Key words: lithium ion battery; trimming die; die cutting
鋰電池切片工序簡介
組成鋰電池正負的物質稱之為極片,以磷酸鐵鋰電池為例來講,正極材料包含集流體(鋁箔)和磷酸鐵鋰活性物質,將磷酸鐵鋰的漿料均勻涂覆于鋁箔的兩面并經過干燥等若干工序形成了極卷,極卷再經過沖模的沖切形成極片,其基本示意如下:
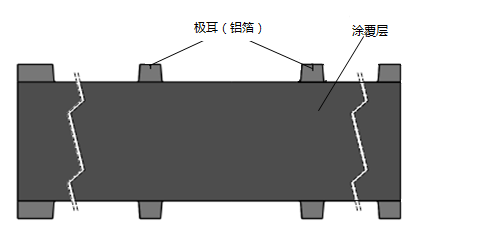
圖1 極片示意
負極包含集流體(銅箔)和石墨,成型后形狀同正極類似。極耳部位為裸露的銅、鋁箔,厚度為5-30μm,涂覆區為兩面涂滿活性物質的銅、鋁箔,其厚度為100-200μm。切片工序即切掉兩極耳中間的物質。
從圖上可以看出切掉的部分既有裸露的集流體也有涂覆區,因此沖模的設計必須考慮超薄基材的沖切,同時也要考慮在沖切涂覆區時不能對需保留的涂層造成破壞。在生產中常常遇到的質量問題即為沖切時產生毛刺和涂覆區掉料。
產生質量問題的原因分析
沖切時被沖切材料的分離過程分為三個階段:彈性變形階段、塑性變形階段和剪切分離階段。沖切完成后材料斷面如下圖所示:

圖2 沖切斷面示意
R-塌角高度 B-光亮帶高度 F-撕裂帶高度 h-毛刺高度 α-斷裂角 t-板材厚度
對于沖切后的斷面,對產品質量產生影響的主要是毛刺高度和塌角高度,塌角高度過大會導致涂覆的材料脫落,造成掉料現象,而毛刺高度主要影響電池的安全性,會造成電池內部短路,造成電池報廢,因此控制塌角和毛刺的高度是切片模具的關鍵技術指標。
模具沖裁間隙的選擇
沖裁間隙也就是凸、凹模兩面之間的間距,他的大小不僅會影響沖裁件的質量,而且還對沖裁力,推件力,卸料力以及模具的壽命等都有很大影響。因此保證合理的沖裁間隙是模具設計的關鍵。
那么針對鋰電領域我們做如下分析:
1、被沖切的基材為鋁箔,鋁金屬具有軟、粘的特性,所以用較小的沖裁力就可以實現裁切,但是沖切過程的鋁屑易粘刀,并且不易脫落;
2、在這切片的這個過程中“毛刺”是影響電池安全性的一個關鍵因素,所以應盡量增加光亮帶B的高度。
3、針對沖切斷口在影響測量儀下觀看,可以發現部分鋁屑的長度較長,足以達到影響產品質量,鋁屑如下圖所示。

圖3材料沖切斷面放大圖
按一般方法,沖裁模的單邊間隙一般取材料厚度的5%-10%,按箔材為20μm計算,沖裁間隙應為1-2μm。但如圖2所示,右側的金屬屑為橫向粘連在箔材上,在沖切過程中金屬絲更薄,所以沖裁間隙比理論間隙要小,應在0-1μm這個區間。
針對現場情況的模具結構優化
為了方便調節涂覆寬度,現場的設備做了兩個模具同時兩邊沖切的設計,如下圖所示:

圖3 現場沖切方式示意
由于料帶要在模具中間穿過,所以,設備結構決定了模具必須為偏心結構,而且裁切位置也不位于模具中心。此種模具由于其結構的不穩定性一般只用于低精度生產,而我們使用的模具要求沖切間隙為1μm,所以生產中此工序產生了大量的廢料,無法滿足生產需求。
為提高合格率我們對現有模具進行了優化設計,如下圖所示:
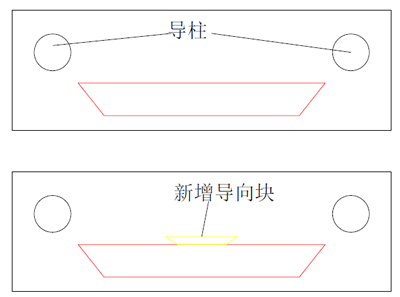
圖4 模具新老結構對比
優化后提高了模具的穩定性,大大提高了生產效率。
結束語
根據使用中存在的問題,分析了現場的生產環境,我們對模具的進行了結構優化,但受限于設備和檢測手段,我們盡量把模具的間隙控制的更好,主要靠制造經驗來保證精度,另外沖切速度也會對沖切質量產生影響,更快的沖切速度會得到更好的成型質量。
參考資料
【1】韓英淳.簡明沖壓工藝與模具設計手冊.2006:50-51
【2】嚴壽康,孫倫寶,劉漢貴,李德華.沖壓工藝及沖模設計.1993:32
【3】徐洪.薄件沖裁毛刺的控制方法探討.2002
【4】張正修 張鎮 趙向珍.超薄板材沖裁模設計與制造.航空制造技.2005:89~92
【5】趙中華 張猛 韋習成沖裁速度對沖壓件斷面的影響.塑性工程學報.2010:45~49
作者聯系方式:
王磊
電話:15236190156
地址:河南省洛陽市高新區濱河北路66號(垃圾中轉站對面)中航鋰電(洛陽)有限公司
